

通過回流爐的溫度曲線圖你能看出哪些異常
發(fā)布時間:2019-11-22 瀏覽:次 責(zé)任編輯:晉力達(dá)
回流焊是SMT生產(chǎn)中重要的工藝環(huán)節(jié),它是一種自動群焊過程,成千上萬個焊點在短短幾分鐘內(nèi)一次完成,其焊接質(zhì)量的優(yōu)劣直接影響到產(chǎn)品的質(zhì)量和可靠性,對于數(shù)字化的電子產(chǎn)品,產(chǎn)品的質(zhì)量幾乎就是焊接的質(zhì)量。做好回流焊接,人們都知道關(guān)鍵是設(shè)定回流爐的爐溫曲線,有關(guān)回流爐的爐溫曲線,許多專業(yè)文童中均有報導(dǎo),但面對一臺新的回流爐,如何盡快設(shè)定回流爐溫度曲線呢?這就需要我們首先對所使用的錫膏中金屬成分與焙點、活性溫度等特性有一個全面了解,對回流爐的結(jié)構(gòu),包括加熱溫區(qū)的數(shù)量、熱風(fēng)系統(tǒng)、加熱器的尺寸及其控溫精度、加熱區(qū)的有效長度、冷卻區(qū)特點、傳送系統(tǒng)等應(yīng)有一個全面認(rèn)識,以及對焊接對象一表面貼裝組件( SMA )尺寸、組件大小及其分布做到心中有數(shù),不難看出,回流焊是SMT工藝中復(fù)雜而又關(guān)鍵的一環(huán),它涉及到材料、設(shè)備、熱傳導(dǎo)、焊接等方面的知識。
本文將從分析典型的焊接溫度曲線入手,較為詳細(xì)地介紹如何正確設(shè)定回流爐溫度曲線,并實際介紹 BGA 以及雙面回流焊的溫度曲線的設(shè)定。

理想的溫度曲線
圖 1 是中溫錫膏( Sn63 / Sn62 )理想的紅外回流溫度曲線,它反映了 SMA 通過回流爐時, PCB 上某一點的溫度隨時間變化的曲線,它能直觀反映出該點在整個焊接過程中的溫度變化,為獲得最佳焊接效果提供了科學(xué)的依據(jù),從事 SMT焊接的工程技術(shù)人員,應(yīng)對理想的溫度曲線有一個基本的認(rèn)識,該曲線由四個區(qū)間組成,即預(yù)熱區(qū)、保溫區(qū)/活性區(qū)、回流區(qū)、冷卻區(qū),前三個階段為加熱區(qū),最后一階段為冷卻區(qū),大部分焊錫膏都能用這四個溫區(qū)成功實現(xiàn)回流焊。故紅外回流爐均設(shè)有 4 - 5 個溫度,以適應(yīng)焊接的需要。
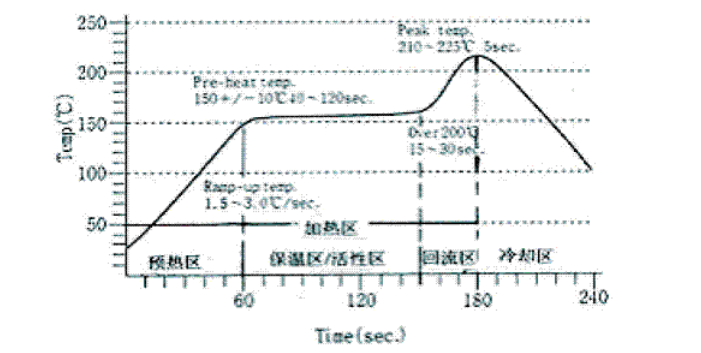
為了加深對理想的溫度曲線的認(rèn)識,現(xiàn)將各區(qū)的溫度、停留時間以及焊錫膏在各區(qū)的變化情況,介紹如下:
1 、預(yù)熱區(qū)
預(yù)熱區(qū)通常指由室溫升至 150 ℃ 左右的區(qū)域。在這個區(qū)域, SMA 平穩(wěn)升溫,在預(yù)熱區(qū),焊膏中的部分溶劑能夠及時揮發(fā),元器件特別是 Ic 器件緩緩升溫,以適應(yīng)以后的高溫。但 SMA 表面由于元器件大小不一,其溫度有不均勻現(xiàn)象,在預(yù)熱區(qū)升溫的速率通常控制在 1.5 ℃ -3 ℃/ sec。若升溫太快,由于熱應(yīng)力的作用,導(dǎo)致陶瓷電容的細(xì)微裂紋、 PCB 變形、 IC 芯片損壞,同時錫膏中溶劑揮發(fā)太快,導(dǎo)致飛珠的發(fā)生。爐子的預(yù)熱區(qū)一般占加熱信道長度的 1 / 4 - 1 / 3 ,其停留時間計算如下:設(shè)環(huán)境溫度為 25 ℃ ,若升溫速率按 3 ℃/sec 。計算則( 150 一 25 ) / 3 即為 42 sec ,若升溫速率按 1. 5 ℃/ sec 。計算則( 150 一 25 ) / 1 . 5 即為 85sec。通常根據(jù)組件大小差異程度調(diào)整時間以調(diào)控升溫速率在 2 ℃ / sec。以下為最佳。
2 、保溫區(qū)/活性區(qū)
保溫區(qū)又稱活性區(qū),在保溫區(qū)溫度通常維持在 150 ℃ 士 10 ℃ 的區(qū)域,此時錫膏處于熔化前夕,焊膏中的揮發(fā)物進(jìn)一步被去除,活化劑開始激活,并有效地去除焊接表面的氧化物, SMA 表面溫度受熱風(fēng)對流的影響,不同大小、不同質(zhì)地的元器件溫度能保持均勻,板面溫度差 △T 接近最小值,曲線形態(tài)接近水平狀,它也是評估回流爐工藝性的一個窗口,選擇能維持平坦活性溫度曲線的爐子將提高 sMA 的焊接效果,特別是防止立碑缺陷的產(chǎn)生。通常保溫區(qū)在爐子的二、三區(qū)之間,維持時間約 6 0-120s,若時間過長也會導(dǎo)致錫膏氧化問題,以致焊接后飛珠增多。
3 、回流區(qū)
回流區(qū)的溫度最高, SMA 進(jìn)入該區(qū)后迅速升溫,并超出錫膏熔點約 30 ℃ 一 40 ℃ ,即板面溫度瞬時達(dá)到 215 ℃ 一 225 ℃ (此溫度又稱之為峰值溫度),時間約為 5 一 10sec ,在回流區(qū)焊膏很快熔化,并迅速潤濕焊盤,隨看溫度的進(jìn)一步提高,焊料表面張力降低,焊料爬至組件引腳的一定高度,形成一個彎月面。從微觀上看,此時焊料中的錫與焊盤中的銅或金由于擴(kuò)散作用而形成金屬間化合物,以錫銅合金為例,當(dāng)錫膏熔化后,并迅速潤濕銅層,錫原子與銅原子在其界面上互相滲透初期 Sn - - Cu 合金的結(jié)構(gòu)為 Cu6Sn5 ,其厚度為 1 一 3μ , 若時間過長、溫度過高時, Cu原子進(jìn)一步滲透到Cu6Sn5 中,其局部組織將由 Cu6Sn5 轉(zhuǎn)變?yōu)?Cu3Sn 合金,前者合金焊接強(qiáng)度高,導(dǎo)電性能好,而后者則呈脆性,焊接強(qiáng)度低、導(dǎo)電性能差, SMA 在回流區(qū)停留時間過長鼓溫度超高會造成 PCB 板面發(fā)黃、起泡、以致元器件損壞。 SMA在理想的溫度下回流, PCB色質(zhì)保持原貌,焊點光亮。在回流區(qū),錫膏熔化后產(chǎn)生的表面張力能適度校準(zhǔn)由貼片過程中引起的元器件引腳偏移,但也會由于焊盤設(shè)計不正確引起多種焊接缺陷,如立碑、橋聯(lián)等。回流區(qū)的升溫速率控制在 2.5 -3 ℃/sec ,一般應(yīng)在 25sec一 30sec 內(nèi)達(dá)到峰值溫度。
4 、冷卻區(qū)
SMA 運行到冷卻區(qū)后,焊點迅速降溫,焊料凝固。焊點迅速冷卻可使焊料晶格細(xì)化,結(jié)合強(qiáng)度提高,焊點光亮,表面連續(xù)呈彎月面狀。通常冷卻的方法是在回流爐出口處安裝風(fēng)扇,強(qiáng)行冷卻。新型的回流爐則設(shè)有冷卻區(qū),并采用水冷載風(fēng)冷。理想的冷卻曲線同回流區(qū)升溫曲線呈鏡面對稱分布。在大生產(chǎn)中,每個產(chǎn)品的實際工作曲線,應(yīng)根據(jù) SMA 大小、組件的多少及品種反復(fù)調(diào)節(jié)才能獲得,從時間上看,整個回流時間為 175sec 一 295sec即 3 分鐘-5分鐘左右,(不包括進(jìn)入第一溫區(qū)前的時間)。
溫度曲線的設(shè)定
1 、測試工具:在開始測定溫度曲線之前,需要有溫度測試儀,以及與之相配合的熱電偶,高溫焊錫絲、高溫膠帶以及待測的 SMA ,當(dāng)然有的回流爐自身帶有溫度測試儀,(設(shè)在爐體內(nèi)),但因附帶的熱電偶較長,使用不方便,不如專用溫度測試記錄儀方便。特別這類測試儀所用的小直徑熱電偶,熱量小、響應(yīng)快、得到的結(jié)果精確。
2 、熱電偶的位置與固定熱電偶的焊接位置也是一個應(yīng)認(rèn)真考慮的問題,其原則是對熱容量大的組件焊盤處別忘了放置熱電偶,見圖 2 ,此外對熱敏感組件的外殼, PCB 上空檔處也應(yīng)放置熱電偶,以觀察板面溫度分布狀況。
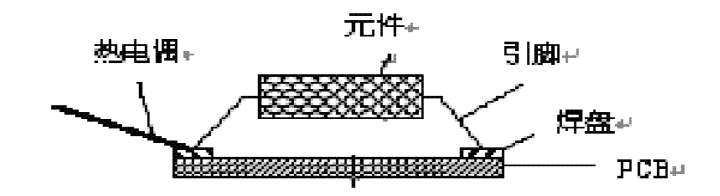
將熱電偶固定在PCB上最好的方法是采用高溫焊料(Sn96Ag4)焊接在所需測量溫度的地方,此外還可用高溫膠帶固定,但效果沒有直接焊接的效果好。總之根據(jù)SMA大小咲及復(fù)雜減度設(shè)有3個或更多的電偶。電偶數(shù)量越多,其對了解SMA板面的受熱情況越全面。
3、 錫膏性能
對于所使用錫膏的性能參數(shù)也是必須考慮的因素之一,首先是考慮到其合金的熔點,即回流區(qū)溫度應(yīng)高于合金熔點的30-40℃。其次應(yīng)考慮錫膏的活性溫度嘆及持續(xù)的時間,有條件時應(yīng)與錫膏供應(yīng)商了解,也可以參考供應(yīng)商提供的溫度曲線。
4、 爐子的結(jié)構(gòu)
對于首次使用的回流爐,應(yīng)首先考察一下爐子的結(jié)構(gòu)。看一看有幾個溫區(qū),有幾塊發(fā)熱體,是否獨立控溫。熱電偶放墨在何處。熱風(fēng)的形成與特點,是否構(gòu)成溫區(qū)內(nèi)循環(huán),風(fēng)速是否可調(diào)節(jié)。每個加熱區(qū)的長度以及加熱溫區(qū)的總長度。目前使用的紅外回流爐,一般有四個溫區(qū),每個加熱區(qū)有上下獨立發(fā)熱體。熱風(fēng)循環(huán)系統(tǒng)各不相同,但基本上能保持各溫區(qū)獨立循環(huán)。通常第一溫區(qū)為預(yù)熱區(qū),第二、三溫區(qū)為保溫區(qū),第四溫區(qū)為回流區(qū),冷卻溫區(qū)為爐外強(qiáng)制冷風(fēng),近幾年來也出現(xiàn)將冷卻區(qū)設(shè)在爐內(nèi),并采用水冷卻系統(tǒng)。當(dāng)然這類爐子其溫區(qū)相應(yīng)增多,以至出現(xiàn)八溫區(qū)以上的回流爐。隨著溫區(qū)的増多,其溫度曲線的輪廓與爐子的溫度設(shè)蚤將更加接近,這將會方便于爐溫的調(diào)節(jié)。但隨著爐子溫區(qū)増多,在生產(chǎn)能力増加的同時其能耗増大、費用增多。
5、 爐子的帶速
設(shè)定溫度曲線的第一個考慮的參數(shù)是傳輸帶的速度設(shè)定,故應(yīng)首先測量爐子的加熱區(qū)總長度,再根據(jù)所加工的SMA尺寸大小、元器件多少以及元器件大小或熱容量的大小決定SMA在抑熱區(qū)所運行的時間。正如前節(jié)所說,理想爐溫曲線所需的焊接時間約為3-5分鐘,因此不難看出有了加熱區(qū)的長度,以及所需時間,就可以方便地計算出回流爐運行速度。
各區(qū)溫度設(shè)定:
接下來必須設(shè)定各個區(qū)的溫度,通常回流爐儀表顯示的溫度僅代表各加熱器內(nèi)熱電偶所處位置的溫度,并不等于SMA經(jīng)過該溫區(qū)時其扳面上的溫度。如果,熱電偶越靠近加熱源,顯示溫度會明顯高于相應(yīng)的區(qū)間溫度,熱電偶越靠近PCB的運行信道,顯示溫度將越能反應(yīng)區(qū)間溫度,因此可打開回流爐上蓋了解熱電偶所設(shè)定的位墨。當(dāng)然也可以用一塊試驗板進(jìn)行模擬測驗,找出PCB上溫度與表溫設(shè)定的關(guān)系,通過幾次反復(fù)試驗,最終可以找出規(guī)律。當(dāng)速度與溫度確定后,再適當(dāng)調(diào)節(jié)其它參數(shù)如冷卻風(fēng)扇速度,強(qiáng)制空氣或N2流量,并可以正式使用所加工的SNA進(jìn)行測試,并根據(jù)實測的結(jié)果與理論溫度曲線相比較或與錫膏供應(yīng)商提供的曲線相比較。并結(jié)合環(huán)境溫度、回流峰值溫度、焊接效果、以及生產(chǎn)能力適當(dāng)?shù)膮f(xié)調(diào)。最后將爐子的參數(shù)記錄或儲存以備后用。雖然這個過程開始較慢和費力,但最終可以以此為依據(jù)取得熟練設(shè)定爐溫曲線的能力。
兩種典型的溫度曲線設(shè)定
1、BGA焊接溫度的設(shè)定
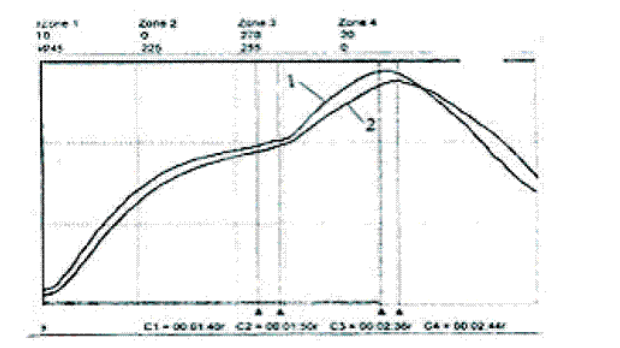
BGA是近幾年使用較多的封裝器件,由于它的引腳均處于封裝體的下方,因為焊點間距較大(1.27mm)焊接后不易出現(xiàn)橋連缺陷,但也帶來一些新問題,即焊點易出現(xiàn)空洞或氣泡,而在QFP或PLCC器件的焊接中,這類缺陷相對的要少得多。就其原因來說這與BGA焊點在其下方陰影效應(yīng)大有關(guān)。故會出現(xiàn)實際焊接溫度比其它元器件焊接溫度要低的現(xiàn)狀,此時錫膏中滾劑得不到有效的揮發(fā),包裏在焊料中。圖3為實際測量到的BGA器件焊接溫度。圖中,第一根溫度曲線為BGA外側(cè),第二根溫度曲線為BGA焊盤上,它是通過在PCB上開一小槽,并將熱電偶伸入其中,兩溫度上升為同步上升,但第二根溫度曲線顯示出的溫度要低8℃左右,這是BGA體積較大,其熱容量也較大的緣故,故反映出組件體內(nèi)的溫度要低,這就告訴我們,盡管熱電偶放在BGA體的外側(cè)仍不能如實地反映出BGA焊點處的溫度。因此實際工作中應(yīng)盡可能地將熱電偶伸入到BGA體下方,并調(diào)節(jié)BGA的焊接溫度使它與其它組件溫度相兼容。
2、雙面板焊接溫度的淞
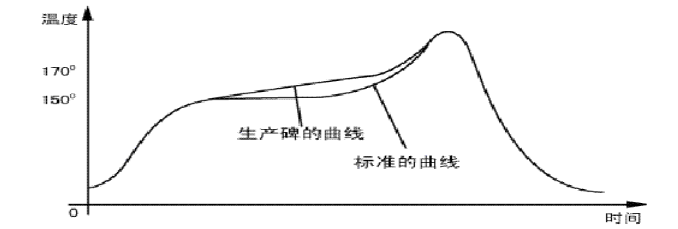
早期對雙面板回流焊接時,通常要求設(shè)計人員將器件放在PCB的一側(cè),而將阻容組件放在另一側(cè),其目的是防止第二面焊接時組件在二次高溫時會脫落。但隨著布線密度的増大或SMA功能的増多,PCB雙面布有器件的產(chǎn)品越來越多,這就要求我們在調(diào)節(jié)爐溫曲線時,不僅在焊接面設(shè)定熱電偶而且在反面也應(yīng)設(shè)定熱電偶,并做到在焊接面的溫度曲線符合要求的同時,SMA反面的溫度最高值不應(yīng)超過錫膏熔化溫度(17913),見圖4

從圖中看出當(dāng)焊接面的溫度達(dá)到2i5匕時反面最高溫度僅為165匕,未達(dá)到焊膏熔化溫度。此時SMA反面即使有大的元器件,也不會出現(xiàn)脫落現(xiàn)象。
常見有缺陷的溫度曲線
下列溫度曲線是設(shè)定時常見的缺陷:
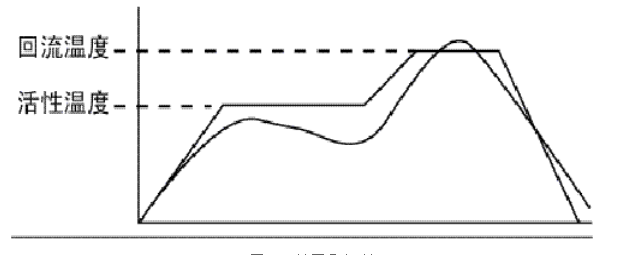
1、活性區(qū)溫度梯度過大
立碑是片式組件常見的焊接缺陷,引起的原因是由于組件焊盤上的錫膏熔化時潤濕力不平衡,導(dǎo)致組件兩端的力距不平衡故易引起組件立碑。引起立碑的原因有多方面,其中兩焊盤上的溫度不一致是其原因之一。圖5所示的溫度曲線表明活性區(qū)溫度梯度過大,這意味著PCB板面溫度差過大,特別是靠近大器件四周的阻容組件兩端溫度受熱不平衡,錫膏熔化時間有一個延遲故易引起立碑缺陷。解決的方法是調(diào)整活性區(qū)的溫度。
2、活性區(qū)溫度過低
圖6所示的溫度曲線表明,活性區(qū)溫度過低,此時易引起錫膏中滾劑得不到充分揮發(fā),當(dāng)?shù)交亓鲄^(qū)時錫膏中滾劑受高溫易引起激烈揮發(fā),其結(jié)果會導(dǎo)致飛珠的形成。
3、回流區(qū)溫度過高或過低
圖7中曲線1所不的溫度曲線表明回流溫度過咼,易造成PCB以及兀器件損傷,應(yīng)降低回流區(qū)溫度,而曲線2所示的溫度表明回流溫度過低。此時焊料雖已熔化,但流動性差。焊料不能充分潤濕,故易引起虛焊或冷焊。

4、熱電耦出故障
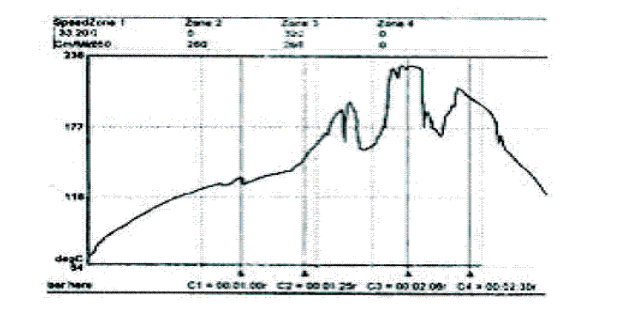
圖8所示溫度曲線,曲線出現(xiàn)明顯抖動,曲線如鋸齒狀,這通常是由于用來測試溫度的熱電耦出現(xiàn)故障。
綜上所述,面對首次使用的回流爐,當(dāng)測試溫度曲線時,應(yīng)對回流爐的結(jié)構(gòu)、錫膏性能、SNA的大小及元器件的分布等全面了解。首先設(shè)定帶速,然后調(diào)節(jié)溫度,并與理想溫度曲線比較,反復(fù)調(diào)節(jié),就能得到實際產(chǎn)品所需要的溫度曲線和満意的焊接效果。
